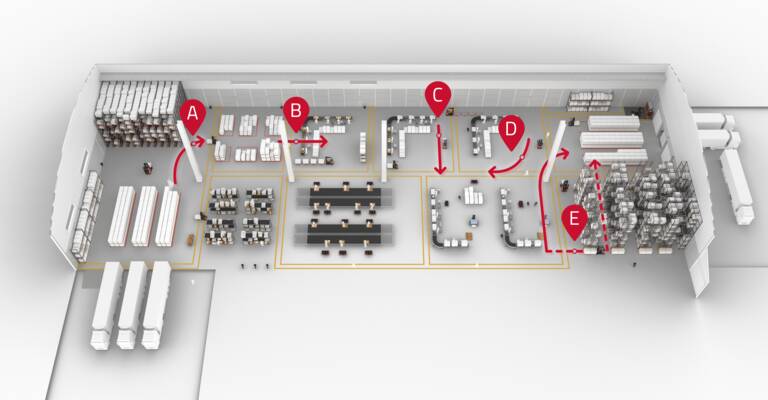
Automatización por etapas
La automatización de los procesos de manipulación de materiales le puede aportar muchos beneficios a sus operaciones, como seguridad mejorada, optimizar la utilización de sus operarios y una mayor productividad. Nuestras soluciones combinan los componentes necesarios para ofrecerle la solución flexible que mejor se adapta a las necesidades de su empresa. Descubra cómo funcionan las diferentes aplicaciones del proceso de automatización.
Soluciones automatizadas de Toyota para el almacenamiento
Resumen:
Flujo: En el almacenamiento, los pallets se transportan desde la zona de entradas, habitualmente a nivel de suelo, hacia la zona de almacenamiento, a nivel de suelo o en estanterías.
Equipos:
Transpaletas eléctricas automatizadas (Toyota Autopilot LAE)
Apiladores eléctricos automatizados (Toyota Autopilot SAE)
Carretillas contrapesadas automatizadas (Toyota Autopilot OAE)
Carretillas retráctiles automatizadas (Toyota Autopilot RAE)
Navegación: Reflector o navegación natural
Software: Software de automatización T-ONE
Inicio del orden: SGA, tablet, I/O
Integración: SGA, PLC, conveyors, celdas de robot, puertas, alarma de incendios etc
Baterías: Plomo ácido o baterías de litio con carga automática
Complementos: Escanner de código de barras, control de formatos
Almacenamiento automatizado de las mercancías entrantes en la fábrica de Toyota en Suecia
“La filosofía kaizen de Toyota es avanzar en pequeños pasos pero con mejoras continuas y no esperar un cambio total inmediato.”
Mikael Egonsson, Coordinador TPS en TMHMS

Manipulación de mercancías entrantes
Las mercancías entrantes se suelen colocar en el suelo en carriles, también llamados pilas complejas. Estas estaciones a nivel de suelo se llenan por los conductores de camión o personal del muelle. Un AGV, Autopilot de Toyota, puede entonces mover las mercancías entrantes desde el área de entradas hasta el área de almacenamiento, en forma de estanterías o almacenadas a nivel de suelo.
En el proceso de almacenamiento se suelen utilizar más de un equipo para transportar las mercancías, utilizando la carretilla adecuada para cada tarea. Por ejemplo, una transpaleta eléctrica automatizada para el transporte y una carretilla retráctil automatizada para el almacenamiento, asegurándose de que obtiene el producto idóneo según su aplicación.
La imagen muestra un proceso habitual de recepción de mercancías situadas a nivel de suelo (a veces conveyor).

¿Cómo funciona?
Las órdenes de transporte se inician habitualmente por el responsable del muelle, via tablet (conectada con T-ONE) o un botón. Es entonces cuando T-ONE recibe el destino desde el Sistema de Gestión de Almacén (SGA) y activa el Autopilot para recoger la mercancía, a la vez que el escáner verifica el ID de las mercancías. Para almacenes sin SGA, el software T-ONE cuenta con una funcionalidad de mapeo de destinos. A través de esta funcionalidad, T-ONE podrá escanear el ID de una mercancía de una carga para detectar según unos parámetros pre-definidos el destino correcto de almacenamiento. El destino no tiene que ser siempre el mismo de manera predeterminada, puede por ejemplo, ser diferente en función del turno de mañana o tarde, aportándole la flexibilidad necesaria y una lógica customizada a sus operaciones.
Manipulación fluida de mercancías
Para asegurar una recogida de mercancías fluida desde el área de entradas, es clave que las mercancías se coloquen de manera correcta. Por este motivo, le recomendamos implementar un control visual del pallet para identificar daños en las mercancías antes del almacenamiento. La formación de empleados y transportistas le ayudará a mejorar este proceso y asegurar que el automatizado funciona de manera fluida y eficiente.
En la imagen puede ver la zona de entradas: almacenamiento a nivel de suelo, racking convencional o de gravity-flow, almacenamiento de shuttle (RS150 con RAE).
Más información sobre cómo gestionamos nuestros proyectos >>
Solución automatizada de Toyota para el reaprovisionamiento
Resumen:
Flujo: En entornos productivos o almacenes existe la necesidad de reaprovisionamiento de material ya sean pallets con componentes que se envían a la zona de producción o hacia áreas de picking que reaprovisionan su stock.
Equipos:
Tractores de arrastre automatizados (Toyota Autopilot TAE )
Apiladores eléctricos automatizados (Toyota Autopilot SAE)
Carretillas contrapesadas automatizadas (Toyota Autopilot OAE)
Carretillas retráctiles automatizadas (Toyota Autopilot RAE)
Transportador de palets automatizado (Toyota Autopilot CDI)
Navegación: Reflector o navegación natural
Software: Software de automatización T-ONE
Inicio del orden: SGA, tablet, I/O, PLC
Integración: SGA, PLC
Batería: Plomo ácido o baterías de litio con carga automatizada
Complementos: Escaneo de código de barras
El reaprovisionamiento de producción automatizado mejora la satisfacción laboral en Hargassner
“Toyota Material Handling no tan solo ha desarrollado el mejor concepto adaptado a nuestras necesidades, sino que también ha demostrado ser un socio muy fiable durante la implementación del proyecto.“
Florian Pommer, Operations Manager en Hargassner
Reaprovisionamiento automatizado de pallets
El proceso de reaprovisionamiento se suele dar en entornos productivos, en líneas de producción o en zonas de picking/kitting, cuando existe la necesidad de reaprovisionar componentes. Los Autopilots Toyota recogen los pallets a nivel de suelo de la zona de entradas o del área de almacenamiento y los llevan hacia las líneas de producción o zonas de picking.
Se puede transportar los pallets de manera individual con carretillas elevadoras automatizadas o varios pallets a la vez con un tractor de arrastre automatizado. En áreas con alta actividad, como por ejemplo líneas de montaje, las soluciones sin horquillas son una buena alternativa para un transporte fluído y sin problemas de los pallets.
La imagen muestra una estación de recogida típica: almacenamiento a nivel de suelo, estanterías convencionales o gravity-flow, estanterías con lanzaderas (RS150 con RAE).

¿Cómo funciona?
Para cada tarea de reaprovisionamiento, el software de automatización T-ONE crea dos ordenes de transporte. Combina los procesos de "punto a punto" con la "gestión de pallets vacíos": primero recoge los pallets vacíos de un punto y después reaprovisionando la línea con pallets llenos de mercancías. También puede iniciar el circuito de transporte con tractores de arrastre automatizados. Dispone de la flexibilidad de elegir entre el PLC (Programmable Logic Controller) de sus equipos o el SGA para iniciar estas órdenes de transporte. También pueden iniciarse a través de un operario via tablet o con un botón conectado.
En la imagen puede ver un proceso de reaprovisionamiento: líneas de producción, almacenamiento racking.
Solución automatizada de Toyota para el transporte de punto a punto
Resumen:
Flujo: En entornos en los que se mueven pallets, suele existir la necesidad de transportar de manera simple de una zona específicaa otra. En centros de distribución en los que los pallets se transportan directamente desde la zona de entradas a la zona de salidas este proceso se llama cross-docking.
Equipos:
Transpaletas eléctricas automatizadas (Toyota Autopilot LAE)
Apiladores eléctricos automatizados (Toyota Autopilot SAE)
Carretillas contrapesadas automatizadas (Toyota Autopilot OAE)
Transportador automatizado de palets (Toyota Autopilot CDI)
Navegación: Reflector o navegación natural
Software: Software de automatización T-ONE
Inicio del orden: SGA, tablet, PLC, I/O
Integración: SGA, PLC, conveyors, robot cells, doors, fire alarm
Batería: Plomo ácido o baterías de litio con carga automatizada
Complementos: Escaner de código de barras
El cross-docking por AGV ayuda a DSV a nivelar su flujo de trabajo y recursos
“Los Autopilots aumentan la productividad de DSV consiguiendo manipular hasta 400 pallets por turno, en comparación con la manipulación de 250 pallets de un operario"

Mercancías en movimiento
El proceso de transporte de punto a punto se puede encontrar en la mayoría de entornos productivos en los que los productos semi-acabados se mueven entre líneas de producción hasta que se finalizan. Nuestros Autopilots se encargan del transporte de productos semi-acabados entre conveyors o zonas de almacenamiento a nivel de suelo en las entradas, por ejemplo.
¿Cómo funciona?
El proceso se inicia habitualmente de manera automática a través de una señal de entrada lógica, por ejemplo, a través de una fotocélula situada en el conveyor que se acciona por la carga cuando se aproxima al final de la línea. También se puede iniciar de manera manual con una tablet o con el SGA.
La imagen muestra un proceso de recogida y entrega en dos áreas del almacen: zona de almacenamiento a nivel de suelo en la entrada, conveyor.

El takt time no siempre es igual en todos los procesos productivos y por lo tanto zonas de almacenamiento más pequeñas podrían llegar a ser necesarias para almacenar los productos semi-acabados de vez en cuando. T-ONE, el software de automatización de Toyota, identificará esta necesidad y creará una zona de almacenamiento temporal en la que los Autopilots podrán depositar las mercancías de forma segura. Cuando sea necesario, el sistema enviará una nueva orden de transporte a uno de los equipos automatizados al punto final del transporte de punto a punto - optimizando la solución según sus necesidades.
Cross-docking flexible
En centros de distribución, este tipo de transportes se suelen denominar flujos “cross-docking”, en los que las mercancías se mueven directamente con Autopilots desde la zona de entradas hasta la zona de salidas, normalmente situadas en áreas de almacenamiento esperando a ser enviadas.
Leer más sobre el transportador automatizado de palets sin horquillas >>
Solución automatizada de Toyota para el movimiento de pallets vacíos
Resumen:
Flujo: En un almacén o una fábrica, siempre existen muchos pallets vacíos una vez se han utilizado las mercancías o se ha realizado el picking. Los pallets vacíos también se necesitan para poder colocar los productos durante el picking o para colocar productos acabados al final de las líneas productivas.
Equipos:
Transpaletas eléctricas automatizadas (Toyota Autopilot LAE)
Apiladores eléctricos automatizados (Toyota Autopilot SAE)
Carretillas contrapesadas automatizadas (Toyota Autopilot OAE)
Transportador de palet automatizado (Toyota Autopilot CDI)
Navegación: Reflector o navegación natural
Software: Software de automatización T-ONE
Inicio del orden: SGA, tablet, PLC, I/O
Integración: SGA, PLC, conveyors, celdas de robot, puertas, alarma de incendios
Batería: Plomo ácido o batería de litio con carga automatizada
Un apilador automático se encarga de la manipulación de palés vacíos en Haval
"Estoy convencido de que el tiempo de amortización será más corto que los 20 meses calculados. Veo que la gente trabaja más eficazmente y tenemos menos daños."
Roel van Dijk, director de la cadena de suministro de Haval

Movimiento de pallets vacíos en su almacén
El proceso de manipulación de pallets vacíos se encuentra en la mayoría de operaciones en la que el material se reaprovisionado como por ejemplo líneas de montaje, áreas de picking o kitting o en las que se deben gestionar residuos.
¿Cómo funciona?
Los pallets vacíos se pueden llevar de manera automatizada uno a uno por alguno de los vehículos automatizados desde el área de montaje/picking/kitting hasta un dispensador de pallets; o pallets vacíos se envían a al final de la línea de producción para la carga de productos acabados. Otra manera de gestionar pallets vacíos en sus operaciones es tener una pila de pallets, normalmente apilados manualmente, que son movidos por un AGV desde una zona de almacenamiento a nivel de suelo hacia la zona de producción en otra área de almacenamiento a nivel de suelo en la que se almacenan pallets vacíos.
Automáticamente o bajo demanda
El envío automático de ordenes de transporte de este tipo puede ser iniciado por el sistema PLC de los equipos o por el Sistema de Gestión del Almacén (SGA). Si lo prefiere, un operario puede iniciar este proceso vía tablet conectada con el software de automatización de Toyota (T-ONE) o un botón.
En la imagen puede ver un sistema de recogida y entrega: almacenamiento a nivel de suelo, zona de chatarra.
Solución automatizada de Toyota para el movimiento de productos acabados hacia expedición
Resumen:
Flujo: Los pallets con productos acabados se recogen en una zona de almacenamiento temporal o zonas cerca del área producción o área de picking, y se depositan en la zona de expedición, normalmente a nivel de suelo o apilados esperando a ser cargadas en los camiones.
Equipos:
Transpaletas eléctricas automatizadas (Toyota Autopilot LAE)
Apiladores eléctricos automatizados (Toyota Autopilot SAE)
Carretillas contrapesadas automatizadas (Toyota Autopilot OAE)
Carretillas retráctiles automatizadas (Toyota Autopilot RAE)
Navegación: Reflector o navegación natural
Software: Software de automatización T-ONE
Inicio del orden: SGA, tablet, PLC, I/O
Integración: SGA, PLC, puertas, alarma de incendios
Batería: Plomo ácido o baterías de litio con carga automatizada
Complementos: Escaneo de código de barras
Los AGVs mueven más mercancías hacia el área de expediciones en rutas libres en el día a día de movimiento de pallets de manera manual con carretillas elevadoras en el Minorista de alimentación Coop
“Observamos un total de 17.500 transportes de A-a-B cada semana que se podían automatizar, y empezamos automatizando 3.000 de ellos."
Roger Tømmervold, Internal Logistics Manager en Coop
Preparando la entrega
Cuando los productos son acabados, los equipos automatizados los pueden recoger al final de la línea, en un conveyor o directamente de la máquina de la línea productiva. Si es necesario el embalaje, el Autopilot puede mover las mercancías hacia el área de embalaje y después hacia la zona de expediciones.
La imagen muestra estación de recogida habitual: conveyor, máquina de producción, embalaje.

Almacenamiento de mercancías
Los pallets pueden ser enviados de manera directa a la zona de expediciones a esperar a ser enviados pero también pueden ser almacenados durante un tiempo antes de ser enviados. Cuando los productos se mandan a la zona de almacenamiento, se suele realizar una entrega entre máquinas, gestionado por una orden multi-equipos, para utilizar el equipo idóneo en cada tarea. En la producción por lotes, las carretillas automatizadas colocarán los productos directamente en estanterías de gravedad o shuttle. En el resto de casos, se suele utilizar racking convecional. Gracias a la amplia gama de soluciones disponibles, siempre existe una solución idónea a sus operaciones.
La imagen muestra una estación intermedia: racking convencional o de gravedad, almacenamiento shuttle (RS150 con RAE).
¿Cómo funciona?
Las órdenes llevan las mercancías hacia el área de expediciones o almacenamiento gracias a una señal I/O por ejemplo una fotocélula o un escáner iniciado por la carga cuando se acerca al final del conveyor. La tarea también puede iniciarse de manera automática por el sistema PLC de sus máquinas de producción o manualmente por un operario via tablet. El destino se decide a través del software de automatización T-ONE conjuntamente con el SGA o a través de una funcionalidad de mapping que puede mandar un valor escaneado a un destino específico.
La imagen muestra una estación en el que se dejan las mercancías a nivel de suelo.
Saber más de las operaciones con shuttles >>